球磨机中空轴漏浆的处理措施
我们可以从前面写的球磨机中空轴漏浆的原因和球磨机中空轴进浆的危害性可以看出,中空轴严重磨损后发生漏浆现象使设备存在重大安全隐患,影响安全生产的顺利进行。因此,当球磨机出现漏浆后,要涉及出有效地措施来保护进料端盖,以其延长端盖的使用寿命。
一、传统的处理措施设计
在球磨机中空轴渗浆早期,一般采用传统的处理措施。
传统的球磨机中空轴磨损后的修补方法一般选择直径焊补方法。进料衬套与中空轴配合面的间隙较小时或者是中空轴法兰磨损较轻时,一般采用直接焊补的方法是可以避免矿浆进入到料衬套与中空轴。其方法是先将进料衬套与空心轴用联接螺栓联接固定好后,选择适当的焊条把进料衬套和中空轴在其连接处焊死。
但是焊补的方法缺陷较多,尤其是进料衬套与空心轴均为ZG235,属于中碳钢类,可焊性较差。容易在焊缝处产生裂纹,使用可靠性低。并且一旦产生裂纹,在冲击载荷的作用下,裂纹迅速加快扩展,从而加快进料衬套和中空轴的损坏。另外,焊补不合适进料衬套和中空轴配合面磨损损坏严重的情况。
当进料衬套和中空轴配合面磨损损坏较为严重时,简单的焊补不能保证长时间的运行安全,需要在焊补方法上进行改进。也就是在先将进料衬套用联接螺栓联接固定在中空轴上,再在进料衬套与中空轴的另一端的配合面的范围内,选择相对应的4个点用斜铁来调整和固定,实现进料衬套的固定并且满足进料衬套与中空轴同心度达到设计的要求,调整完后,将进料衬套、端盖和斜铁焊接成一体。同时在空腔内填满填充物,防止矿浆进一步磨损空腔。在进料衬套与中空轴法兰配合面用焊条将它们焊接起来,增强联接的牢固性。
二、改进型处理措施设计
球磨机的中空轴与进料衬套配合面磨损的相当严重时,采用焊补的方法已经不能满足设备安全运行的要求。为了延长进料端盖和中空轴的使用寿命,经深入分析研究,决定采用镶套的维修设计新思维,将已经磨损严重的中空轴与原来进料衬套安装配合面的位置处车削成阶梯状配合面,然后重新设计镶套来补充磨损和车削掉的部分,通过设计合理的焊缝和焊接工艺,将新设计的两个位置的镶套牢固的焊接在一起,从而达到对端盖的修复的目的,以满足修复好的中空轴满足与进料衬套的配合。
设计出的方案为:车削加工后的球磨机中空轴结构形状如下图1中法兰配合镶套体3所显示,重新设计的镶套与进料衬套配合面的结构设计成1:10锥面配合如图1中2锥面镶套体所显示;然后安装时对进料衬套和中控轴的配合面处帖上一层橡胶耐磨皮作进一步的保护。
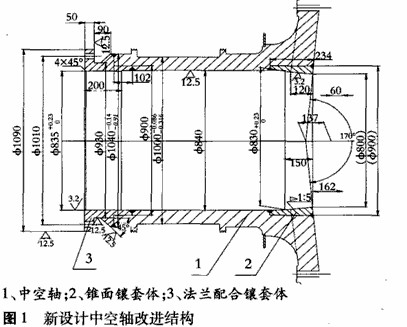
由于进料衬套与中空轴联接配合采用的是内螺丝,内螺丝特别容易损坏造成联接螺栓联接失效,因此为了改进螺栓联接的联接强度采用同样的方法改进中空轴法兰的配合面,将原来的埋头螺钉联接改对穿螺栓联接,重新设计法兰配合镶套体如上图1中的法兰配合镶套体结构。加强了固定联接强度,提高了球磨机进料衬套与联合给矿器的使用的安全性和稳定性。
上一篇:球磨机中空轴进浆的危害性
下一篇:球磨机初始装球比例