球磨机减速机下箱体的安装方法
日期:2013-08-23 作者:网站管理员 浏览
在线沟通技术在线 联系电话:13849116116
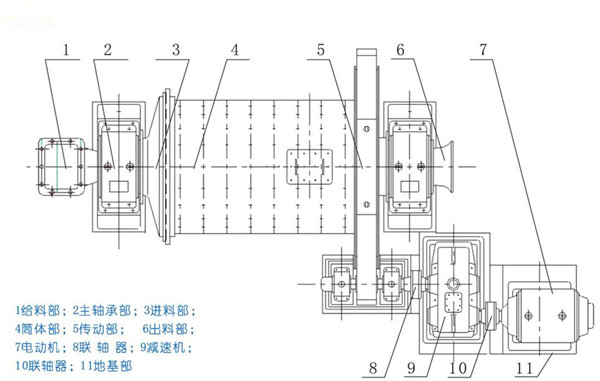
导读:一、吊装就位 球磨机减速机下箱体是钢板焊接件,吊装时要防止变形,应该采取对称或四角吊装,使其平稳安放在基轨上。同时,吊装球磨机减速机下箱体不得碰动基轨,因为基轨地脚螺栓未灌浆,要防止基轨移动。 二、一次找正 用线坠法找正球磨机减速机下箱体枞横向中心线,使箱体上平面枞横向中心线与基础中心标板枞横中心线重合,套上并拧紧下箱体与基轨的联接螺栓(见下图1)。 检测 球磨机减速机 下箱体平度,用水平尺在下箱体表面(见图2)位置进行多点测量。为了准确测量两传动轴承座位的水平度,采用制造厂供给的测量平尺支架
一、吊装就位
球磨机减速机下箱体是钢板焊接件,吊装时要防止变形,应该采取对称或四角吊装,使其平稳安放在基轨上。同时,吊装球磨机减速机下箱体不得碰动基轨,因为基轨地脚螺栓未灌浆,要防止基轨移动。
二、一次找正
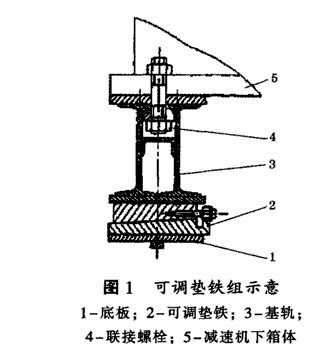
用线坠法找正球磨机减速机下箱体枞横向中心线,使箱体上平面枞横向中心线与基础中心标板枞横中心线重合,套上并拧紧下箱体与基轨的联接螺栓(见下图1)。
检测球磨机减速机下箱体平度,用水平尺在下箱体表面(见图2)位置进行多点测量。为了准确测量两传动轴承座位的水平度,采用制造厂供给的测量平尺支架进行两点测量。
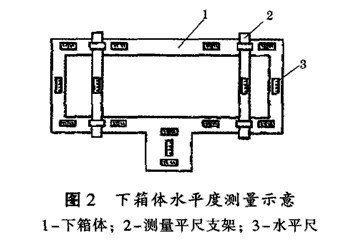
球磨机减速机下箱体平台表面水平度为0.04mm/m。经全面检测调整合格后,进行地脚螺栓一次灌浆。
三、精调找正
当一次灌浆达到配制强度75%后,即可进行精调找正。测量高速轴侧横向水平度,边测边拧紧小基轨和高速侧大基轨地脚螺栓。再沿两传动轴轴线测量两轴纵向水平度,用测量平尺架放在平台上,校正、紧固调整螺钉,然后分别置于两传动轴两轴承座处,边测边拧紧地脚螺栓。球磨机减速机下箱体经精调后,拧紧地脚螺栓。
下一篇:球磨机试运转的要求有哪些?