球磨机筒体与轴承座振动料位特征量的比较
日期:2013-08-05 作者:网站管理员 浏览
QQ留言1151202703 联系电话:13849116116
导读:在本研究中通过计算 球磨机 筒体与轴承振动反映料位变化的敏感程度,来分析和比较2种料位特征量。由于轴承振动信号的有效值与球磨机筒体振动信号的有效值相差几个(4个左右)数量级,因此为了使2种信号的数据在同一标准下进行比较,对2种信号的有效值采用如下方法进行了归一化计算: 式中,X t i 为归一化处理后的数据;X i 为振动有效值数据;X max 为各测点每种工况振动有效值的最大值;X min 为各测点每种工况振动有效值的最小值。 利用相邻工况振动信号有效值的变化来获得信号,反映料位变化敏感程度
在本研究中通过计算球磨机筒体与轴承振动反映料位变化的敏感程度,来分析和比较2种料位特征量。由于轴承振动信号的有效值与球磨机筒体振动信号的有效值相差几个(4个左右)数量级,因此为了使2种信号的数据在同一标准下进行比较,对2种信号的有效值采用如下方法进行了归一化计算:
式中,Xti为归一化处理后的数据;Xi为振动有效值数据;Xmax为各测点每种工况振动有效值的最大值;Xmin为各测点每种工况振动有效值的最小值。
利用相邻工况振动信号有效值的变化来获得信号,反映料位变化敏感程度的指标计算公式如下:
式中,aj为振动有效值反应料位变化敏感程度的指标 ;Xtj为第j种工况振动有效值归一化处理后的数据;为第j + 1种工况振动有效值归一化处理后的数据。
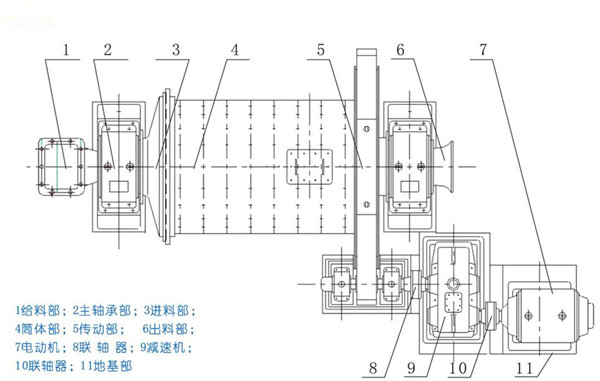
表1为根据式(4)计算所得的各测点振动有效值反映料位变化敏感程度的指标。表中序号1表示给煤量0 t/h工况,以此类推,序号8表示给煤量55t/h工况。根据表1所获得各测点振动有效值敏感程度指标的平均值可以看出,4个筒体测点振动有效值反映料位变化的敏感程度更高,这说明筒体振动料位特征量更能灵敏地反映滚筒内料位的微小变化,同时也能监测大范围的料位变化。从前后轴承座振动有效值的敏感程度指标比较来看,前轴承更能灵敏地反映料位的变化,这也与目前轴承振动法的研究结论相同。
表1 各测试点振动有效值反应料位变化敏感程度的指标
|
相邻工况序号
|
测点1
|
测点2
|
测点3
|
测点4
|
测点5(前轴承)
|
测点6(后轴承)
|
|
1,2
|
0.172 77
|
0.075 80
|
0.069 55
|
0.034 09
|
0.175 35
|
0.385 83
|
|
2,3
|
0.170 00
|
0.201 90
|
0.180 71
|
0.155 51
|
0.54767
|
0.109 14
|
|
3,4
|
0.100 83
|
0.124 98
|
0.124 62
|
0.125 49
|
0.082 08
|
0.127 82
|
|
4,5
|
0.113 14
|
0.111 06
|
0.173 16
|
0.184 05
|
0.526 85
|
0.061 33
|
|
5,6
|
0.308 97
|
0.324 67
|
0.253 55
|
0.281 87
|
0.137 52
|
0.674 77
|
|
6,7
|
0.377 40
|
0.438 20
|
0.403 63
|
0.432 18
|
0.119 40
|
0.674 77
|
|
7,8
|
0.528 32
|
0.489 56
|
0.547 63
|
0.531 86
|
0.096 97
|
0.158 95
|
|
平均值
|
0.253 06
|
0.252 31
|
0.250 41
|
0.249 29
|
0.240 84
|
0.230 14
|
表2为由未经滤波的原始振动数据得到的各测点振动有效值反应料位变化敏感程度的指标。由表1与表2对比可以发现,与原始振动信号相比滤波后的振动信号更能灵敏的反应料位的变化。
表2 各测试点原始振动有信号反应料位变化敏感程度的指标
|
相邻工况序号
|
测点1
|
测点2
|
测点3
|
测点4
|
测点5(前轴承)
|
测点6(后轴承)
|
|
平均值
|
0.223 76
|
0.247 32
|
0.247 15
|
0.244 92
|
0.210 32
|
0.220 13
|
下一篇:确定球磨机钢球尺寸的过程与方法