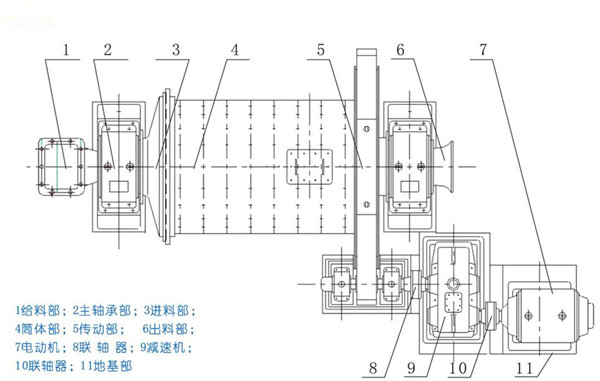
Φ4.2×13m球磨机滑履带椭圆在线修复
Φ4.2×13m球磨机端盖和筒体焊接处出现严重裂纹,造成漏料现象,起初采用焊接的方法处理。但是,经一段时间的运行后,滑履带出现了不同程度的椭圆,椭圆度最大偏差约为2mm,滑履瓦发热现象较为严重,最终导致滑履带和滑履瓦损坏,制约了水泥球磨机的稳定运行。
考虑到滑履磨离线修复的时间较长和拆装维修费的巨大,并且还必须彻底解决该问题,于是我们吉宏球磨机厂家研究制定了如下在线修复滑履带的方案。
一、处理方法
1、测绘数据(分为滑履带部位和支撑基础面部位)
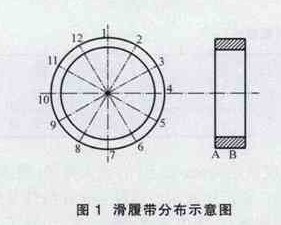
测绘滑履带圆周的确切数据并做标记,在现有条件的基础上,测绘基础支撑面的确切数据并作标记。同时,确切了解作为支撑基础面部位是否是加工面,表面光洁度如何,圆周变形量是多少等等。于是,将滑履带圆周方向平均等分12个点,环向测量2圈。分布点和测量位置如下表1、图1所显示。
表1 滑履带测量点数与环向位置
|
测量点数
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
百分表位置外边(A)
|
0
|
-80
|
-70
|
0
|
-70
|
-170
|
-100
|
+80
|
-50
|
-70
|
-160
|
-90
|
|
百分表位置中间(B)
|
0
|
-85
|
-120
|
-10
|
-11
|
-180
|
-90
|
+20
|
-50
|
-110
|
-50
|
-50
|
图1 滑履带分布示意图
2、本体材质化验和硬度检测
通过材质化验确定如何修复处理滑履带表面的“深沟”,根据硬度和Q235A材质情况,确定采用冷焊工艺。
3、找出支撑基础面部位
滑履带的右侧隔离带至固定衬板螺栓处约130~150mm处为加工面,且该面没有与滑履瓦接触磨损,于是把该部为作为临时支撑基础面作为主承重重载部位。将现有的滑履瓦恢复原样为辅助承载部位,增加球磨机慢转时的安全系数。因临时基础接触面的结合面积过小,加之滑履带需要处理部位在修复过程中直径逐步减小,作为临时支撑基础面的地基尤为重要,磨体自身重力和启动时的扭矩力计算,临时基础座承载系数应为300吨位宜。为了保证减少该主要支撑面在球磨机连续运转时与支撑瓦(采用两块半圆弧度20mm厚的铜板作为支撑瓦面)间的磨损,在铜瓦的接触瓦面,开出溜槽,并有接油装置,从而保证滑履磨连续转动,进行滑履面车削和磨光。
4、制作工装
制作工装分为加工工装和临时承载工装,分别见图2、图3所示。
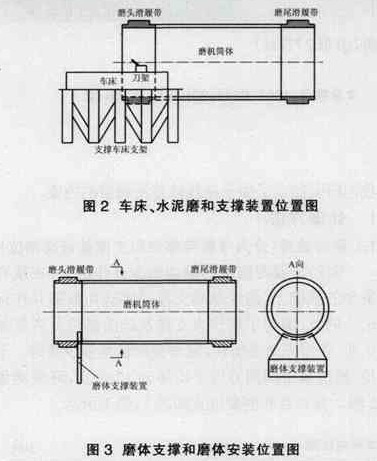
由于受时间和周围环境限制,临时支撑基础面的基础工装,选用重型钢结构的等腰三角形。保证直接称重量和启动时产生的扭矩力不能移位、颤动。
磨体与临时支撑面结合部采用类似于滑履瓦的铜瓦结合,配用泵站打油润滑,用精度定位仪从另一端向修复端通体找正定位,确保同心度。加工工装饰在被加工部位处搭建临时工作台,便于安装能够进行纵进横行的导轨,进行切削、平磨、抛光。
5、冷焊
在车削前,为保证尽可能减小滑履带的直径和防止因焊接导致滑履面不必要的变形,于是采用冷焊的方法,将滑履带表面凹面和深度划部分进行修复。焊补滑履带划伤处和凹面采用低温焊补(要求温度在100℃以下)。
6、切削
在凹面和划伤面焊补后,由于局部变形,滑履带会出现凸面,找出凹凸面之间的高点切削加工到所要求的尺寸。
7、平磨
由于水泥球磨机自身转动不能够达到切削速度的要求,被切削后的部位表面粗糙度达不到使用要求和光洁度,必须采用平磨工艺加工。
8、抛光
抛光是以上工序进行完毕后,按照修复面达到使用要求光洁度(▽7~8),最后一道工序完毕后,达到使用所要求的光洁度。
此外,为了减少球磨机滑履带修复时间,同时我们针对球磨机转慢辅传装置,进行了简单改造:辅传电机由原来的1450r/min,提高到2970r/min;为保证球磨机慢转和辅传装置的安全运转,并对更换后的电机采用了变频调速。最后,整个修复过程由原来的4个月,缩短了2个月,提前完成了检修任务。
二、修复效果
修复后滑履带的椭圆情况表2所显示。
表2 滑履带的椭圆情况整体测量数据
|
测量点数
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
百分表位置外边(A)
|
0
|
+12
|
-5
|
+10
|
-70
|
+10
|
+5
|
0
|
0
|
+5
|
+15
|
+10
|
|
百分表位置中间(B)
|
0
|
+5
|
+10
|
-110
|
-11
|
-12
|
-7
|
-2
|
-4
|
+1
|
+2
|
+4
|
本文由河南吉宏球磨机网提供:http://www.jh116.com/,转载请注明。
上一篇:1.5m×4.5m球磨机价格
下一篇:吉宏机械分析球磨机发展趋势