球磨机设备端盖的铸造工艺改进方案
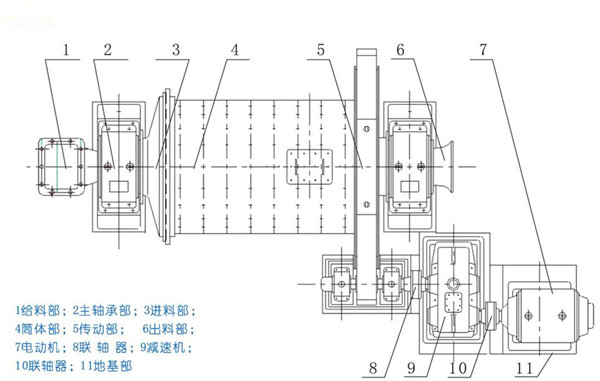
进出料端盖是球磨机设备上的中要部件之一,在整机中主要起到支撑、连接筒体的作用,并且是物料的进出通道,工作时轴径的主要是弯曲力,筒体承受的是剪切力。进出料端的端盘根部圆角处是应力集中部位,在铸造时该部位容易出现砂眼、气孔和微裂纹缺陷。
一、传功工艺方案及存在的问题
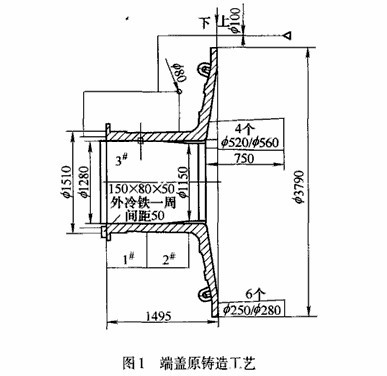
多年来一直采用底返和侧切相结合的浇筑系统,为防止内浇道产生裂纹,内浇道处留一段砂脖。为保证轴颈部位的内在质量,轴头内径采用大圈补衬,只在下法兰底面放一周外冷铁,原工艺如图1所显示。
利用传统工艺生产的端盖,铸件的质量很不稳定,常存在以下3种质量缺陷:
1、铸件轴头抛光面存在砂眼和气孔缺陷,在粗加工过程中就能发现较大的砂眼缺陷,即使经过焊补修复,加工到抛光工序时,肉眼也可见到抛光面散布着一些细小的砂眼缺陷。这些缺陷修复难度较大,容易形成硬点,即使使用点焊机,大的缺陷也不容易修复,有时此类缺陷的修复会影响到整机的生产进度。
2、有的端盖轴头抛光面部位探伤存在超标的缩松缺陷。该缺陷的修复难度更大,修复成本也更高,铸件需要经过预热和焊后回火。
3、在端盘根部圆角部位产生周向裂纹,磁粉探伤不合格,影响了产品质量。
二、改进工艺的确定
针对上述质量问题,我们经过反复分析讨论,并进行多次声称摸索,确定了进出料端盖改进后的铸造工艺方案。
我们以3.4×5.8m球磨机进出料端盖为列,改进后的铸造工艺如下图2所显示。
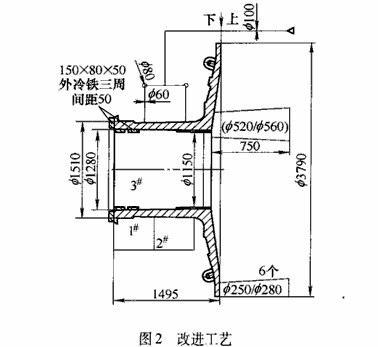
1、与传统工艺相比,我们将浇筑系统改为上下两层切式内浇道,使钢液充型过程中产生快速的旋转,加速钢液内的渣、砂和气体的上浮排出。
2、取消内浇道处的砂脖、以减少钢液充型过程中在内浇道处产生涮砂,减少砂眼的产生。
3、在铸件轴头内径下端设置一圈或两圈外冷铁,加速钢液的凝固速度,以提高轴颈抛光面部位的内在质量,并可减少小补贴的厚度(补贴斜度由1:10减小为1:15)。从生产效果看,内圈设置外冷铁处很少因外冷铁的激冷作用产生裂纹。
4、在铸件下法兰的背面放置厚100mm左右的石灰砂,减少下法兰与上不端盘之间的收缩阻力,即减少了上部端盘根部圆角部位的收缩应力,以避免裂纹的产生。
三、铸造工艺的模拟检验
检验铸件探伤部位能否产生缩松和缩孔缺陷,冒口下是否能产生宏观缩孔,可以通过计算铸件的补缩距离是否够用,冒口可提供的钢液是否大于铸件的液态收缩和凝固收缩之和来确定冒口补缩能力。还可以参考铸件的出品率。
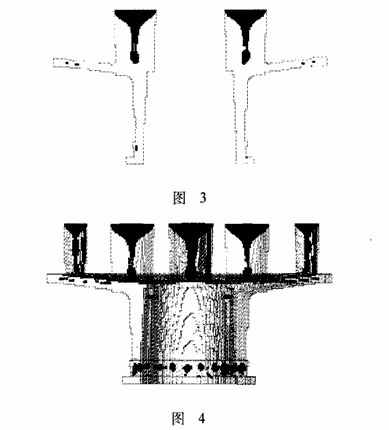
我们通过华铸CAE铸件凝固模拟软件来模拟铸件的凝固过程更可靠,可以直观发现铸件来模拟铸件的凝固过程更可靠,可以直观发现铸件是否产生缺陷,以及缺陷产生部位,模拟结果见下图3、4,可见按此工艺可以获得内在质量良好的铸件。
四、端盖的生产效果
我们应用改进工艺生产了40多个进出料端盖,基本消除了轴颈抛光面部位的砂眼和气孔缺陷,偶尔内浇道处出现有微小裂纹,经粗加工也容易修复,铸件的内在质量得到保证。经超声波探伤全部合理,端盘根部圆角部位的周向裂纹基本消除,使铸件的质量上了一个新台阶。
注:
采用先进的铸造工艺模拟,找出铸造缺陷产生的根本原因及影响因素,采取针对性的工艺措施,并经过生产实践检验,不断改进和完善工艺措施,设计出合理的工艺参数,保证了球磨机端盖的铸造质量,提高了球磨机设备的使用寿命。
上一篇:钢渣粉磨技术发展过程
下一篇:球磨机设备提高功率因数节能