球磨机筒体和端盖安装方法
我们可以根据厂房行车的起吊重量,再计算球磨机各个部件重量,筒体和两端盖部的重量在行吊起吊范围内,可将球磨机筒体和两端盖部组装好后进场安装(筒体衬板不安装,端盖球磨机衬板安装)。这样的安装方法可以加快施工的进度,缩短工期。
在正式安装球磨机筒体之前,要彻底清洗轴瓦,除认真洗净其表面的油污和灰尘以外,还要认真清洗并用压缩空气吹净轴瓦底部的油孔。在轴瓦表面涂抹200号极压齿轮油,鞍座和瓦背上要涂2号合成防锈极压锂基润滑脂。然后正式吊上筒体进行安装。
测量两个耳轴的相对标高,要求两个耳轴顶部上母线的相对标高差不可大于0.25mm,其方法可用精密水准仪测量,铟钢塔尺直接立在耳轴上,用手动高压油泵向轴承供油,以人工盘动筒体,每隔900测量一次,以两端4次测得的数字取平均值相比较,如果此相对标高差超出要求值,可在球磨机主底板和主轴承座之间加薄钢垫调整,用开口式垫片,可分成几段剪成阶梯形接口,不许使用镀锌铁板和铜铝等软金属制作调整垫片。
调整完两端耳轴的相对标高以后,要测量轴瓦的侧向间隙。侧隙可用长度250mm的塞尺检查,每个轴瓦测量4点,端隙也用塞尺检查,每个轴瓦也测4点。两侧的侧间隙的总和宜为轴颈直径的1.5/1000~2/1000。
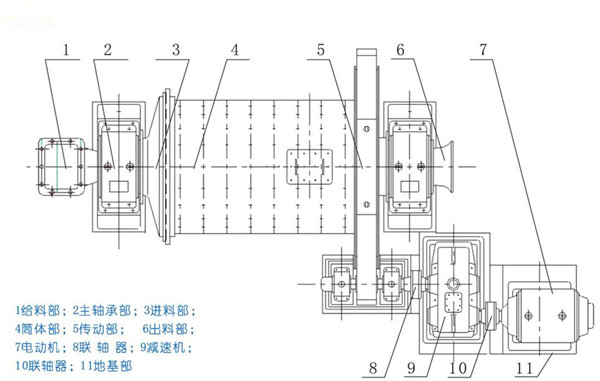
该球磨机使用静压轴承,在轴颈上部抹上红丹,在筒体上拴上钢丝绳挂在起重机吊钩上,使用行车盘车,待吊起筒体后检查轴颈与轴瓦的接触面积和接触斑点,复测是否达到规范要求。用两根φ34mm的长绳扣大捆筒体的两端,用100t行车吊起筒体就位,轻轻坐落在主轴承上,吊装如下图:

本文:《球磨机筒体和端盖安装方法》由吉宏球磨机厂家原创提供!
转载请注明: http://www.jh116.com/news/tongtiaz.html
吉宏球磨机: http://www.jh116.com/
下一篇:球磨机大齿圈安装方法