球磨机大齿圈安装方法
球磨机的大齿轮有对开式的,1个大齿圈由两个对称的半圈组成;也有将齿轮做成1个整体的,整体齿轮先要安装在筒体端盖上,然后再和筒体一起安装,如下图所显示:
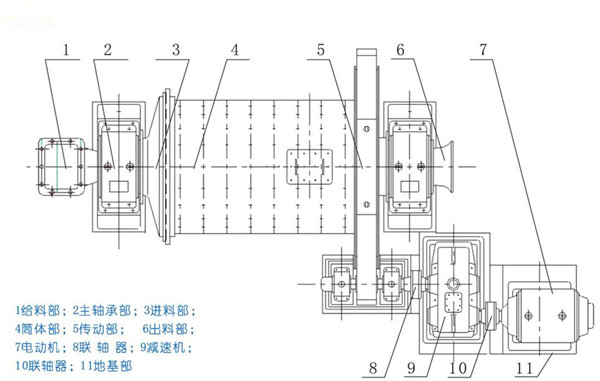
球磨机大齿轮安装图
此球磨机大齿圈由两个对称的半圈组成,是斜齿轮,齿的斜角为,对开剖分面与斜齿的方向一致。每个剖分结合面有套筒定位螺栓和热装紧固螺栓。齿圈法兰和筒体法兰用螺栓相连接,为了调整大齿圈的径向摆动,设计有径向调整螺栓。在齿圈节圆处车有印痕,每个齿上都有编号数,在齿圈的两个端面还车削有挡泥圈安装的槽沟和固定挡泥圈的螺栓孔。
大齿轮罩的下部早在安装筒体前已初步安装就位:由于大齿轮的直径很大,在它安装上以后,大齿圈罩的下部就再无法安装就位。只能在大齿圈安装之前使罩子底部初步就位,可要安装的高度低一些,暂时不固定。在安装大齿轮罩之前要检查是否已变形和内部油漆是否剥落。如有变形可按图纸尺寸进行矫正。
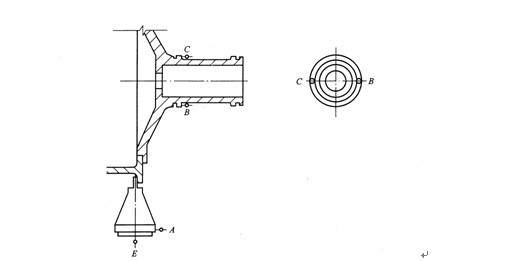
测量筒体上的大齿圈连接法兰的轴向摆动,在出料端耳轴轴肩和筒体连接法兰的连接面设C、B、D共3块千分表,分圆周为12等分测量轴肩和法兰的轴向摆动,千分表C、B、D的测微指针要垂直被测面,千分表B、C要设在耳轴的中心线处。设计要求法兰的摆动量和耳轴止推面轴向的摆动量。
清洗大齿圈:对球磨机大齿圈的加工表面进行彻底清洗,尤其是两半个齿圈的剖分面和与筒体相连接的法兰表面要清洗干净,并用细锉锉平因刮伤等原因造成有凸痕,用钢板尺检查其平度。安装调整螺栓:拧上调整齿圈径向摆动的调整螺栓,并使其螺栓全部进入螺孔中。
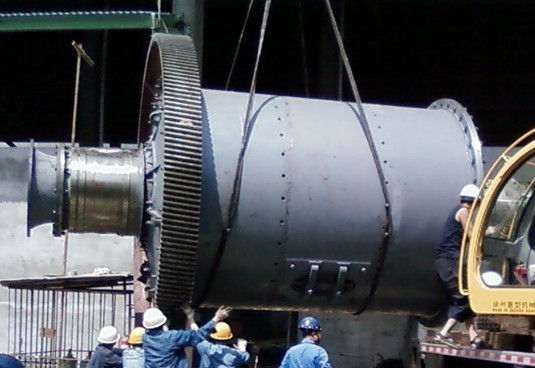
吊装时以两根等长的绳扣从两边套穿在轮辐的空挡内,为防止绳扣损伤轮齿,可用方木加以保护,为避免方木落下应以铁线将方木绑扎在轮辐上。在立起的过程中球磨机大齿圈接口下要垫以枕木,以免刮伤齿圈的接口接合面。
吊装前一半大齿圈:第一半大齿圈吊起后扣在筒体上方,并对正筒体法兰和齿圈的连接螺栓孔,穿上法兰连接螺栓,以手拧紧,然后再用扳手拧紧螺栓,如下图所示。用行车使齿圈转动。到半个齿圈立直以后,此时其重心应到水平中心线以下,可将行车的绳扣移至齿圈剖分面的轮辐处,用行车吊钩平稳地把上半个齿圈旋向下方。
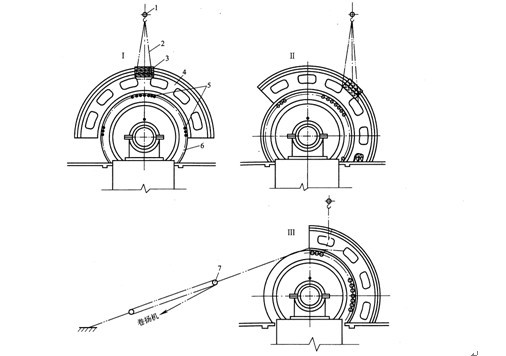
前一半大齿圈吊装图
吊装后一半大齿圈:用行车以上述方法吊起后一半大齿圈,并扣在前一半大齿圈上,然后穿上法兰连接螺栓,如下图所示。
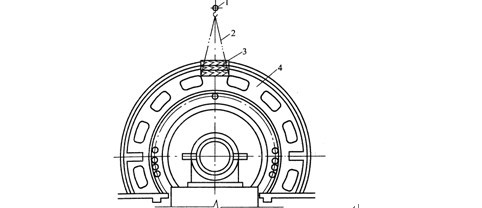
后一半齿轮吊装图
如下图所示,首先装上全部齿圈连接螺栓,并用径向调整螺栓初步调整齿圈的径向位置,使齿圈法兰内径和筒体法兰外径之间的尺寸均匀一致,然后拧紧一半连接螺栓,即每隔一个拧紧一个。
测量齿轮端面和径向圆跳动
安装4块千分表A、B、C、E,同时测量大齿的端面圆跳动和径向圆跳动。应按以下要求安装千分表,千分表B和C必须设在耳轴轴肩相隔1800轴颈最大处,千分表A、B、C、E的测微指针必须垂直被测面,千分表E应设在球磨机大齿圈齿宽的中点,测微指针要垂直齿顶。固定千分表的钢支架要有足够的刚性,钢支架不可固定在轴承箱上,应固定在基础地脚螺栓上。以几个人用撬棍插入衬板螺栓孔内盘车,精细调整齿圈的圆跳动。最后沿圆周分齿圈为12等分,测量并记录其端面和径向圆跳动。
安装大齿轮检测项目及其精度要求如下表如示:
上一篇:球磨机筒体和端盖安装方法
下一篇:球磨机同步电动机的安装方法流程