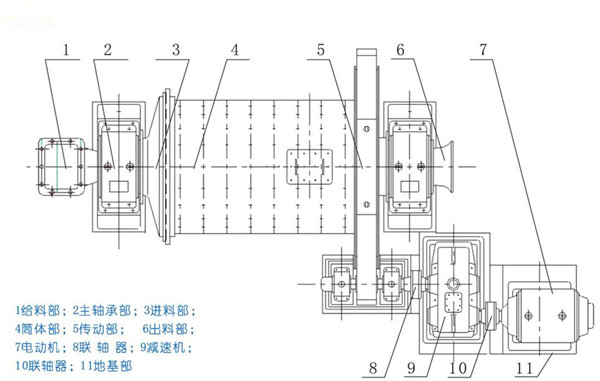
Ф2.6m×13球磨机端盖开裂的修复方法
Ф2.6m×13球磨机进料端盖沿端面法兰裂缝1.7米左右,由于生产需要,要更换新备件显然是不可能的,因而决定拆回车间补焊修复。
一、材料及焊接性分析
由于Ф2.6m×13球磨机进料端盖承受比较大的动载荷,材质为ZG35,化学成分及力学性能分别见表1和表2。
表1 ZG35‖的主要化学成分(%)
|
C
|
Mn
|
Si
|
P
|
S
|
残余元素总量
|
|
0.32~0.42
|
0.5~0.8
|
0.2~0.45
|
0.05
|
0.05
|
≤1.00
|
表2 ZG35‖的机械性能
|
屈服强度
|
抗拉强度
|
伸长率(%)
|
收缩率(%)
|
冲击吸收功
|
|
250
|
47
|
13
|
20
|
30
|
ZG35含碳量高、焊接性能比较差,而且在热影响区容易产生地塑性淬硬组织,即硬脆马氏体组织,加之进料端盖截面较大,刚性很好,焊接过程中容易导致裂纹的产生,特别是在根部进行第一道焊接时,母材熔合比大,使焊缝含碳量增高,容易产生热裂纹,在收弧弧坑处裂纹倾向更为敏感,由于碳含量的增加,气孔敏感性也增大。考虑到球磨机进料端的使用条件和材质的焊接性能,我们选用J507焊条。
二、焊前准备
1、球磨机进料端盖清理 清理干净裂缝两边煤灰、油污、杂物等,尽量防止缺陷的产生。
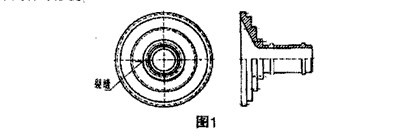
2、坡口形式的选择 焊接坡口型式应考虑减少母材金属熔入焊缝中的比例,为减少焊接应力和变形,选择如下图2所显示坡口,具体操作根据实际情况以能消除裂纹缺陷,便于砂轮机修磨合焊接操作为宜,采用碳弧气刨或气割方法开出坡口。气刨开出坡口后,用砂轮清楚坡口表面富碳层。
3、坡口及边缘的清理 坡口加工后,清理坡口及其两边50mm处水、锈、污油、切割氧化皮等杂物,以利于获得高质量的焊接。
4、焊接材料 采用低氢型J507焊条进行焊接,焊条直径以Ф3.2或Ф4.0mm为宜;在裂纹扩展比较大的情况下,考虑焊缝金属与母材的强度、任性,抗裂性能等因素,以及裂缝产生的机理,内径处为断裂根源,为了控制开裂倾向,采用不锈钢焊条打底,J507焊条填充。
5、焊接方法 采用手工电弧焊,焊机采用直流焊机,焊机接法采用直流反接。
6、焊条烘干 焊前对所用的焊条进行烘干,J507焊条烘干温度350℃,保温2小时;钛钙药皮不锈钢焊条烘干温度250℃,保温2小时,然后将焊条放于保温筒内随用随取。
三、焊接
1、焊前预热 预热能减缓焊件的冷却速度,从而降低热影响区的硬度,减少残余的应力与应变,同时对焊缝金属盒母材氢的扩散都是有利的。
采用带式加热器进行加热,加热温度为150℃~250℃,且焊接过程中加热器一直保持加热状态,以减小焊缝开裂倾向,加热片位置距坡口边缘100mm左右,并且在现场预备氧-乙炔焰为备用加热手段。
2、打底焊 打底焊前先进行预热,用加热器加热坡口及其二侧300mm范围内的区域使其达到150~200℃左右。焊接打底层时,熔合比尽量小,采用窄道不摆条手法焊接,以减少焊缝中含碳量;焊填充金属时,可适当放大熔合比,焊接时采用连续焊接方法进行,即要保持一定的层间温度,也要防止焊道过热,每焊完一道马上用锤头小锤锤击以释放应力;上坡口打底焊,及时用带有圆角的尖头小锤锤击清理,即清渣,又消除应力;下坡口打底焊前,先用碳弧气刨清理,在用抛光砂轮修磨,施焊过程中也要用小锤锤击焊道。
3、焊接 焊接的时候采用小规范进行焊接,焊接电流采用规定之下限。焊第一层的时候容易出现裂纹,采用3.2mm焊条,操作中注意运条速度不要过快,以免焊缝太薄,容易拉裂,熄弧时候应该将弧坑填满,以免出现裂纹,其电流一般为120~170A。
其余各层焊道我们可以采用4mm焊条进行焊接,电流为150~170A,为了减少应力和变形,除打底的二层外,其余的各层均采用内外分段对称焊法。每焊一层的时候,用手锤击打,以去应力,进行锤击的时候,温度应该维持在100~150℃之间。
在焊接底层以及坡口两侧面的时候,要特别注意采用短弧操作、低焊速,运条的时候尽量不作横向摆动,每层焊道间要仔细清理焊渣,检查是否存在裂纹、气孔、夹渣等缺陷,如果发现缺陷后,要立刻用扁铲铲除后才能施焊。
焊接的时候,焊件预热温度及焊道温度、环境温度采用温度计和红外线测温仪进行监测;每焊完一道立即进行清理,锤击,然后用5倍放大镜进行观察,如果发现裂纹立即清除并补焊。
下一篇:球磨机为什么要采用动静压主轴承