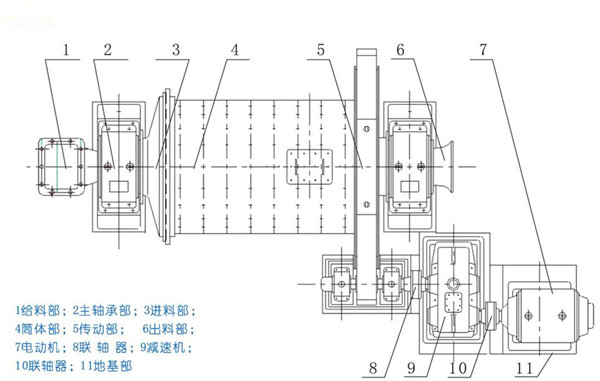
溢流球磨机主轴承底盘和主轴承安装方法
我们在安装溢流球磨机的主轴承底盘和主轴承的时,可以根据水准仪测量记录的标高来确定每组薄垫铁的厚度。 主底盘和调整薄垫铁之间要接触良好,可用塞尺在侧面进行检查,并且每组都要压实,其压实程度要尽量均匀一致,可用板锉或扁铁从侧面轻轻敲击调整垫铁,以不松动为合格,每组放调整铁的块数尽量越少越好。
溢流球磨机主轴承由箱体和上盖两部分组成,是钢结构焊接件,巴氏合金轴瓦坐在加工成球面的钢座上,可自动调心。在主轴承箱上布置有轴承冷却水管、高压和低压润滑油管等。在轴承座的底座上分出纵横中心线,并用冲子打出小而清晰的印坑。吊装前用脱漆剂和煤油彻底清洗轴承座底面,去掉毛刺和油污。
将球磨机主轴承吊放到基础上,带上地脚螺栓,吊走两个主轴承箱上盖,调整和测量两个主轴承的安装精度。两轴承的纵向轴线的同轴度,溢流球磨机主轴承安装图如下:
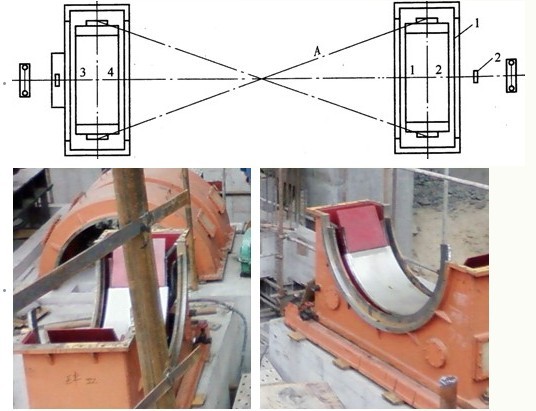
用上图中的3、6号中心标板,以线架挂钢线垂线锤的方法进行找正,然后经以精密经纬仪测1、2、3、4点的直线性,其误差应控制在0.5mm以内。横向中心线的不平行性,以线架挂钢线垂线锤的方法进行找正,并测量两个轴瓦的对角线,其精度应达到1mm以内。两主轴承横向中心线间距离,应以弹簧秤施5kg力拉钢尺测量,其误差应在±1mm以内。
两轴瓦的相对标高和轴瓦的横向水平度,在轴瓦最低处放框式水准仪,其上立三棱比例尺,以精密水准仪分四点测量轴瓦的高程,两轴瓦的相对标高允许为0.25mm,如超过此安装精度应对斜垫板进行调整,并且进端轴承座不得低于出料端轴承座。
此球磨机主轴承为静压滑动轴承,而且轴瓦加工精度较高,厂家规定在安装中不用刮瓦。主轴承在经安装精度报验合格灌浆养护后,方可直接进行下一道工序—筒体安装。
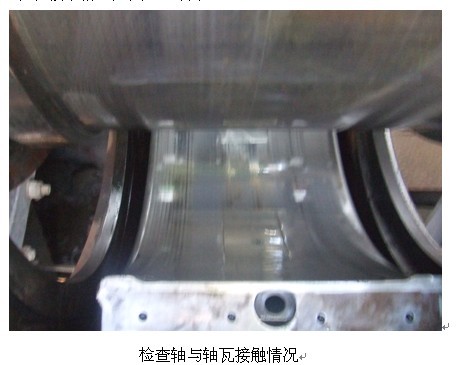
对于某些轴瓦加工精度未达到,在筒体放到轴承座上时,对筒体进行盘车,然后将筒体吊起来检查其轴与轴瓦的接触情况,接触不好的就要进行刮瓦,然后继续盘车再检查,直到轴与轴瓦接触良好。
检查轴与轴瓦接触情况如图:
本文:《溢流球磨机主轴承底盘和主轴承安装方法》由吉宏球磨机厂家原创提供!
转载请注明:http://www.jh116.com/trade/zcaz.html
吉宏球磨机: http://www.jh116.com/
下一篇:大型球磨机的大齿轮安装方法