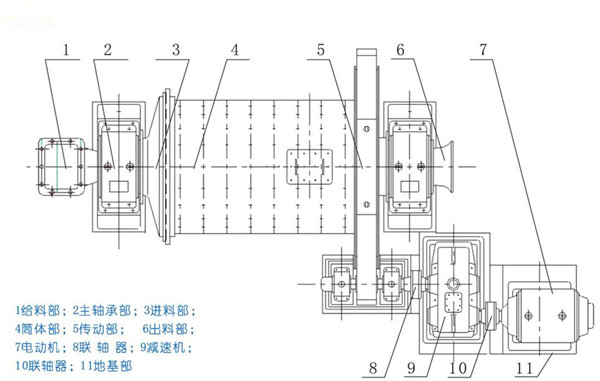
球磨机大齿轮的焊接工艺
1、预热温度经过对45钢焊接性的分析,其焊接性相对低碳钢较差,一般球磨机大齿轮在焊前需预热及保证层间温度,以降低焊缝和热影响区的冷却速度,从而防止产生马氏体。预热温度取决于母材厚度、结构刚性、焊条类型和工艺方法,综合球磨机大齿轮的厚度及其刚性等,最终确定预热温度≥250V。
2、球磨机大齿轮的焊接材料的选择选用焊条时,要根据等强原则选用强度级别相同的焊条;对于焊缝性能(塑韧性)要求高的重要结构,或容易产生裂纹的钢材和结构(厚度大、钢性性大、施焊环境温度低等)焊接时,应选用碱性焊条,甚至超低氢焊条。一般中碳钢应尽量选用低氢型焊接材料,它们有一定脱硫能力,熔敷金属塑性和韧性良好,扩散氢含量又少,所以无论对热裂纹或氢致冷裂纹来说,抗裂性都高。
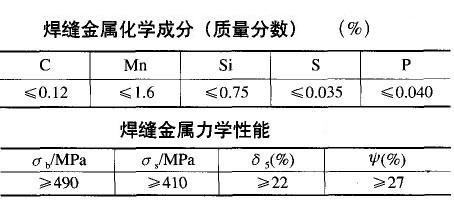
由于45钢含碳量较高,且大齿轮的厚度大,形状复杂,易产生裂纹,因此综合考虑选择J506焊条( 3.2mm)其焊缝金属化学成分及力学性能如下表所示。焊条焊前需经350℃烘干2h,烘干的焊条应放在保温筒内,随用随取(1~4h内)。
3、焊接工艺
焊接热输入不仅影响焊接热影响区的性能,也影响焊缝金属的性能,为了获得焊接接头的综合强韧性,就要避免采用过大的热输入。要采用低弧、多层窄道焊缝,不允许横向摆动焊接,以保证使焊接热影响区和焊缝金属有较好的韧性,最大程度上减少焊接变形。
球磨机大齿轮具体焊接工艺如下:
第一、球磨机大齿轮焊前将坡口及周围20mm范围内的油污、杂质等清除干净。
第二、在待焊部位及坡口处覆盖履带加热器,进行预热,且≥250℃ 。
第三、采用焊接电流为90~130A,电弧电压为21~24V进行焊接,在焊接过程中,要保证层问温度不低于预热温度,如果低于此温度,则停止施焊,重新加热到预热温度后,再进行焊接;焊枪不应作过大的横向摆动,要控制好适宜的焊接速度,每焊完一层,要用圆头风铲或小手锤对焊缝表面进行轻度敲击,以消除焊接应力,且用钢丝刷将焊缝表面清理干净后,再继续焊接。
4、焊后热处理
齿轮焊接后要立即进行焊后热处理,避免焊缝及热影响区产生淬硬组织,改善接头组织的韧性。
焊后热处理有两个目的: ①改善焊接接头的组织性能和应力状态, 降低焊缝和近缝区的含氢量,从而有效地提高焊缝抗裂纹性能。② 由于齿轮在焊接后要进行精加工,通过焊后热处理消除和减少焊接应力,以保证结构尺寸的稳定性。
45钢在焊接球磨机大齿轮的过程中采用了焊前预热、焊后热处理等合理的焊接工艺,因此在焊接过程中有效地防止了裂纹的产生。
上一篇:球磨机噪声污染治理方法