3.2m×3.5m格子球磨机设备筒体及人孔修复方案
日期:2013-09-24 作者:网站管理员 浏览
在线沟通技术在线 联系电话:13849116116
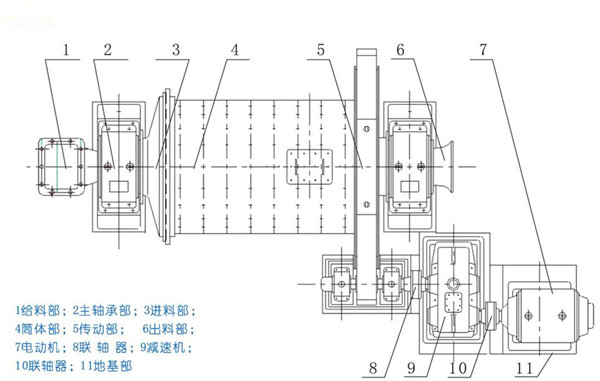
导读:3.2m3.5m 格子球磨机 设备筒体及人孔整体更换,需要用两块钢板卷成筒体尺寸,将两块钢板焊接成为一个整体,然后进行整体吊装焊接。 实施步骤 1、格子球磨机筒体磨损、变形部位,见下图1。 2、焊接采用先内后外,先横后纵的顺序进行焊接,可以有效的减少焊接应力,由于两块板形成了一个整体,因而此处的强度得到加强,在以后的使用过程中能有效的防止筒体变形,减弱球磨机筒体焊缝的断裂。 3、具体安装实施步骤: ①按照图4中尺寸从厂家购买二块球磨机筒体及一套人孔(为了减少人孔处的应力集中点我们在原来人孔的尺
3.2m×3.5m格子球磨机设备筒体及人孔整体更换,需要用两块钢板卷成筒体尺寸,将两块钢板焊接成为一个整体,然后进行整体吊装焊接。
实施步骤
1、格子球磨机筒体磨损、变形部位,见下图1。
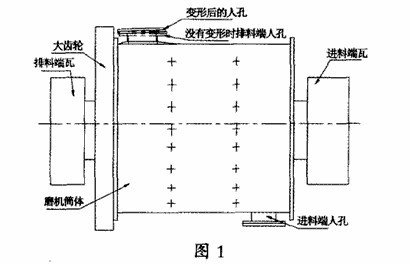
2、焊接采用先内后外,先横后纵的顺序进行焊接,可以有效的减少焊接应力,由于两块板形成了一个整体,因而此处的强度得到加强,在以后的使用过程中能有效的防止筒体变形,减弱球磨机筒体焊缝的断裂。
3、具体安装实施步骤:
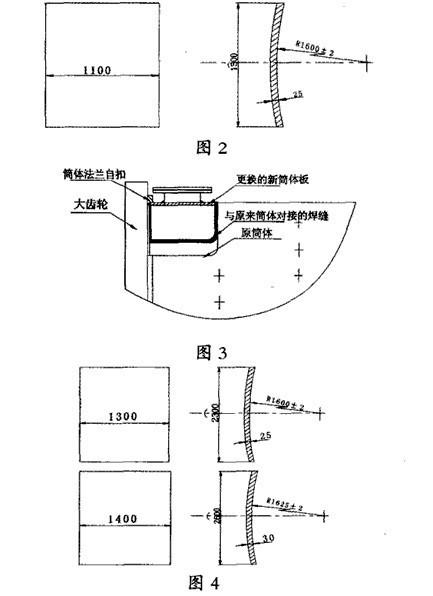
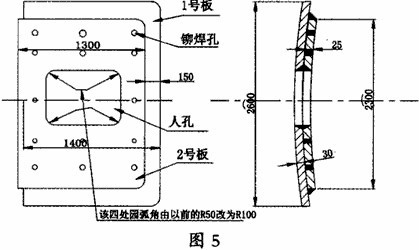
①按照图4中尺寸从厂家购买二块球磨机筒体及一套人孔(为了减少人孔处的应力集中点我们在原来人孔的尺寸上增大其孔周边圆弧角,提前两块板进行焊接,以保证其整体性,见图2、图3、图4)
②将新人孔按原来尺寸与1#、2#板进行对焊,焊成为一个整体,见下图5。
③最后整体进行吊装进行焊接,见下图6。
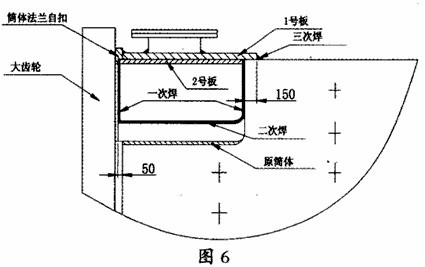
按照我们河南吉宏球磨机厂家为您提供的这种方案修复的球磨机筒体及人孔,可保证人孔周边焊缝不会在出现裂纹、撕开现象,这种方案可减少维修费用,延长球磨机筒体的使用寿命,降低工人的劳动强度。
上一篇:轻载球磨机电机节能的条件
下一篇:钢渣粉磨技术发展过程