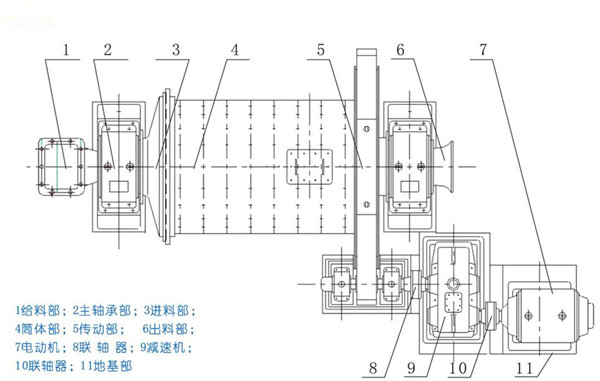
3.8m×13m水泥球磨机的结构优化方法(提高产质量)
四川某水泥有限公司两台3.8m×13m水泥球磨机(1号、2号),不带预粉碎系统。两套水泥球磨机系统均采用带O-Sepa2000高效选粉机的圈流粉磨工艺,球磨机内部为三仓布置,第三仓均匀布置活化环,球磨机单独配置磨内通风风机。由于入磨物料综合水分比较高,莫内糊球现象比较严重,产量一直较低,导致粉磨成本比较高。后将两台水泥球磨机该为双仓圈流球磨机系统,分别采用不同的隔仓板,优化球磨机内衬板结构,优化钢球级配,两台水泥球磨机产质量有大幅度的提高。
一、3.8m×13m水泥球磨机存在的问题及原因分析
两台3.8m×13m水泥球磨机采用高细筛分隔仓板,篦板篦缝10mm,中间筛网3mm。各仓长度及衬板布局见下表1。
|
表1 改造前水泥球磨机各仓长度及衬板结构(mm)
|
|||
|
仓别
|
一仓
|
二仓
|
三仓
|
|
仓长
|
3725
|
2700
|
5683
|
|
衬板结构
|
阶梯衬板
|
阶梯衬板
|
双曲面衬板
|
在实际运行中主要存在的问题是:
1、粉磨低标号水泥时,由于入磨物料综合水分比较高,水泥球磨机筒内通风不良情况比较严重,现有通风能力不能有效该善磨内粉磨工况。而在粉磨过程中,磨内水蒸气不能及时排放,导致磨内温度升高,产生静电吸附在钢球及衬板的表面,形成缓冲层,降低了粉磨效率,同时加重糊球现象。
2、仓板篦缝容易发生堵塞,物料通过隔仓板时阻力增加,水泥球磨机一仓饱磨频繁,过粉磨现象比较严重。
3、入磨物料平均粒度和最大粒度都比试生产阶段较高。按照原有球磨机钢球级配,一仓的破碎能力不够,球磨机长期处于低产高耗水平运行。
二、3.8m×13m水泥球磨机改进措施
1、改进3.8m×13m水泥球磨机仓结构
三仓水泥球磨机闭路磨系统适用用于入磨物料综合水分和粒度都较小的情况,而这个公司的物料性质使该3.8m×13m水泥球磨机磨内结构不能满足实际生产要求,所以要将这两台水泥球磨机改为双仓磨结构,改造后的水泥球磨机各仓长度如下表2所显示。
|
表2 改造后的3.8m×13m水泥球磨机各仓长度(单位:mm)
|
||
|
项目
|
一仓
|
二仓
|
|
仓长
|
4725
|
7683
|
2、改进3.8m×13m水泥球磨机隔仓板
对于各仓板来讲,主要影响球磨机产量的因素在与篦板缝的排列方式及篦缝宽度。一般来说,出料篦板篦缝的宽度应比上级隔仓板宽2mm。一仓的篦缝宽度不宜过宽,圈流磨控制在10mm-14mm比较合适。篦缝排列方式大体上分为同心圆、放射形、斜线形、多边形等。如同心圆,水泥球磨机在正常运行时,物料顺同心圆切线方向运动,物料速度比较快,不容易堵塞。而辐射形则物料与其垂直运动,流速较慢,容易堵塞篦缝。
因此,要将两台3.8m×13m水泥球磨机原有的两道各仓板换为一道带筛分装置的双层隔仓板,并将出料篦板作了相应改造,改造前后两台水泥球磨机系统所采用的隔仓板及出料篦板规格寸见下表3。
|
表3 改造前3.8m×13m水泥球磨机隔仓板及出料篦板规格尺寸(mm)
|
||||||||
|
隔仓板
|
磨尾出料篦板
|
|||||||
|
形状
|
中间筛网
|
篦缝尺寸
|
中心通风筛
|
形状
|
篦缝
尺寸
|
中心通风筛
|
||
|
同心圆
|
3
|
8
|
筛缝
尺寸
|
排列
形状
|
同心圆
|
10
|
筛网尺寸
|
排列形状
|
|
10
|
|
5
|
均匀分布
|
|||||
改造后的水泥球磨机隔仓板及出料篦板规格尺寸日下表4所显示。改造后的两台水泥球磨机隔仓板通孔率均在30%以上,因物料水分大而造成的篦缝糊料以及磨内通风不良等现象得以改造。
|
表4 改造后3.8m×13m水泥球磨机隔仓板及出料篦板规格尺寸(mm)
|
|||||||||
|
隔仓板
|
磨尾出料篦板
|
||||||||
|
项目
|
形状
|
中间
筛网
|
篦缝
尺寸
|
中心通风筛
|
|
|
中心通风筛
|
||
|
筛缝尺寸
|
排列形状
|
形状
|
篦缝
尺寸
|
筛网
尺寸
|
排列
形状
|
||||
|
1号
水泥磨
|
同心圆
|
4.5
|
10
|
8
|
多边形
|
同心圆
|
8
|
5
|
均匀
分布
|
|
2号
水泥磨
|
放射状
|
4.5
|
10
|
8
|
多边形
|
放射状
|
8
|
5
|
均匀
分布
|
3、优化水泥球磨机磨内衬板结构
衬板在水泥球磨机内中主要起到保护筒体和提升钢球的作用,改善衬板的类型可对台时产量起到一定作用,改造后各仓长度及衬板结构如下表5所显示:
|
表5 改造后各仓长及衬板结构(单位:mm)
|
||
|
项目
|
一仓
|
二仓
|
|
仓长
|
4725
|
7683
|
|
衬板结构
|
阶梯衬板
|
阶梯衬板和双曲面衬板螺旋旋状排列
|
在切丁合理装载量的前提下,合理确定各仓钢球级配及平均球径是保证粉磨效率的前提条件下。在实际生产中,大块物料需要用球径较大的钢球冲击,小块物料需要用球径较大的钢球冲击,小块物料适宜小钢球冲击,细颗粒物料应该以小钢球或者小钢段进行研磨。
当级配合理时,钢球对物料即有适当的冲击力,又有较多的冲击次数和较强的研磨能力,而且钢球间有合理的孔隙率,帮正物料以适当的流速过程球磨机,提高粉磨效率,节能降耗。钢球级配的优化情况如下:
1、根据入磨物料的易磨性,综合水分,平均粒径和最大粒径,产品的细度要求和球磨机的结构,性能及工艺流程等确定平均球径;平均球径过大,物料与钢球的接触面积小,产生比表面积的速度过低,产品细度较粗;平均球径过小,产品中粒度偏大的物料较多;
2、选择合理的填充率,在冲击力足够的条件下,经理增加钢球个数,增加钢球的冲击次数以获取高的粉磨效率。
3、确定各仓钢球的平均球径。钢球平均球径应该与入磨物料的粒度、硬度相适应,入磨物料粒度变化,则相应增加平均球径;应与成品细度控制指标相适应,平均求精与细度指标成正比;应与水泥球磨机的转速相适应,转速低时,离心力小,冲击力小,则相应增加平均球径;应与衬板类型相适应,不同衬板其带球能力是不一样的,当衬板带球能力低时,球的提升高度不够,冲击力小,应该增大钢球平均球径;应与物料的易磨性相适应,物料难磨时,则相应降低平均球径,增加钢球的研磨能力,降低其冲击力;还应与物料在莫内的流速相适应,当物料流速过快时应该适当降低钢球平均球径,减少研磨体之间的空隙,使物料在磨内的流速相对减慢,延长其在磨内的停留时间,以便得到充分的研磨。